

مقدمه
نمونه سازی سریع با معرفی ماشین های نمونه سازی سریع مقرون به صرفه مورد توجه قابل توجهی قرار گرفته است. از این ماشین ها می توان برای ساخت مدل های فیزیکی از مدل های مش دیجیتال سه بعدی استفاده کرد. در این مقاله، ما نتایج بهدستآمده را با یک ماشین نمونهسازی سریع، مقرونبهصرفه و یک ماشین حرفهای سنتی مقایسه میکنیم. دو مجموعه داده جداگانه برای این مورد استفاده می شود که هر دو با استفاده از اسکن لیزری زمینی به دست آمده اند. هر دوی این ماشینها قادر به تولید هندسههای پیچیده و بسیار دقیق در مواد پلاستیکی از مدلهای مبتنی بر اسکن لیزری زمینی بودند. دقت ابعاد و سطوح جزئیات ماشین ها قابل مقایسه بود، و مصنوعات فیزیکی ناشی از تکنیک مدلسازی رسوب ذوب شده (FDM) مورد استفاده در ماشینهای نمونهسازی سریع را میتوان در هر دو مدل یافت. دقت اسکن لیزری زمینی از الزامات ساخت مدل های فیزیکی مجسمه های بزرگ و بخش های ساختمان در مقیاس 1:40 فراتر رفت.
کلید واژه ها:
نمونه سازی سریع ؛ TLS _ پرینت سه بعدی ؛ FDM ; مدل سازی سه بعدی ؛ اسکن لیزری زمینی ; ابر نقطه، اسکنر لیزری
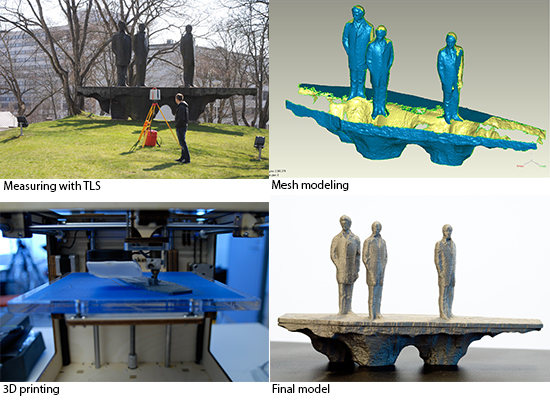
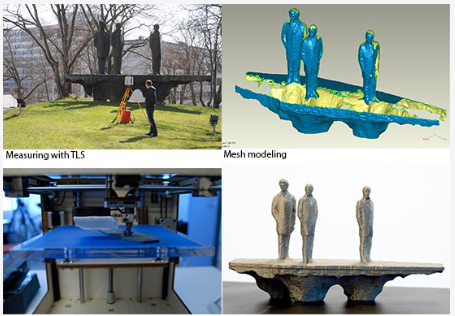
چکیده گرافیکی
1. معرفی
چندین کاربرد در زمینه های شهرسازی، ساخت و ساز و میراث فرهنگی به مدل هایی نیاز دارند که در عین حال دقیق، از نظر بصری دلپذیر و قابل مطالعه باشند، به خصوص اگر مدل ها برای اهداف ارائه و نمایشگاه استفاده شوند.
تکنیکهای نمونهسازی سریع (RP) ساخت مدلهای فیزیکی را بر اساس مدلهای دیجیتال سه بعدی امکانپذیر میسازد، به این معنی که ساخت مدل دیگر یک فرآیند زمانبر و دستی نیست. با RP، مدل سازی به یک ابزار جالب و در دسترس برای تصویرسازی تبدیل می شود [ 1 ، 2 ]. تکنیکهای RP را میتوان به تکنیکهای افزایشی و تفریقی تقسیم کرد، حتی اگر برخی از نویسندگان تنها تکنیکهای افزایشی را در RP [ 3 ] وارد کنند. با تکنیکهای تولید افزایشی، مانند استریولیتوگرافی (SLA)، مدل با افزودن مواد در لایهها [ 4 ] ساخته میشود. تکنیکهای ماشینکاری، مانند فرز، تکنیکهای تفریقکننده هستند: شیء تولید شده با برداشتن مواد از یک بلوک با ابزار [ 5 ] ساخته میشود.]. RP به طور گسترده در طراحی صنعتی، معمولا برای ساخت مدل های فیزیکی استفاده می شود [ 3 ]. در مهندسی، تکنیک های RP استفاده شده است، به عنوان مثال، در ساخت ابزار برای شکل دهی ورق فلز [ 6 ]. علاوه بر این، مدل های ساخته شده با RP برای اعتبارسنجی نتایج شبیه سازی [ 7 ] و تجسم داده های به دست آمده از سیستم های اطلاعات جغرافیایی (GIS) [ 8 ] استفاده شده است. برای استفاده از RP، یک مدل مش مثلثی از شی مورد نیاز است [ 9 ]. این مدل مش باید به طور واضح حجم داخلی جسم را مشخص کند، بنابراین سطح آن باید عاری از هر گونه سوراخ باشد. در برنامههای طراحی، این امر بهوسیله Tessellation از یک مدل CAD ایجاد میشود. مدل مش به دست آمده برای تعیین مقاطع افقی موازی مدل برش داده می شود [9 ]. بر اساس این مقاطع، مسیری که ماشین در ساخت استفاده می کند محاسبه می شود، معمولاً به آن مسیر ابزار گفته می شود.
تکنیک های تولید افزودنی مورد استفاده برای RP شامل، به عنوان مثال، SLA، تف جوشی لیزری انتخابی (SLS)، ساخت اشیای چند لایه (LOM)، چاپ سه بعدی و مدل سازی رسوب ذوب شده (FDM) [ 4 ، 9 ، 10 ] است. در SLA، یک پرتو لیزر جهتدار برای پخت رزین قابل درمان با عکس استفاده میشود و شی را در لایهها میسازد [ 4 ، 9 ]. در LOM، شی با برش و چسباندن لایههای مواد ورق ساخته میشود [ 4 ، 9 ]. در پرینت سه بعدی، یک ماده پودری به طور انتخابی با چسب توسط یک جوهر افشان متصل می شود و جسم را در لایه ها تشکیل می دهد [ 4 ، 9 ]]. مدلسازی رسوب ذوب شده (FDM) یکی از رایجترین تکنیکهای تولید افزودنی است که در RP استفاده میشود. با FDM، یک ماده ترموپلاستیک گرم شده اکسترود می شود و برای ساخت مدل در لایه ها استفاده می شود ( شکل 1 ) (به عنوان مثال، [ 4 ، 9 ] را ببینید). یکی از مزایای فن آوری FDM این است که ماشین ها را می توان در یک محیط اداری معمولی استفاده کرد، بر خلاف ماشین های SLA برای مثال، که در آن از رزین های خطرناک استفاده می شود [ 10 ]. یک نقطه ضعف فناوری FDM این است که مدل ها در طول فرآیند تولید به ساختارهای پشتیبانی نیاز دارند که باید پس از آن حذف شوند [ 10 ]]، به علاوه نمی توان از آن برای ساخت اجسام از مواد فلزی استفاده کرد. ضخامت لایه ساختمانی معمولی برای FDM از 0.05 میلی متر تا 0.25 میلی متر متغیر است که بسته به زاویه سطح ساخته شده، زبری سطح 56.6 میکرومتر Ra تا 17.9 میکرومتر را ایجاد می کند [ 10 ]. دقت ابعادی یک چاپ FDM در مقایسه با سایر روشهای RP پایین است که منجر به میانگین دقت ابعادی خطی 95.3 درصد میشود [ 10 ].
در سال های اخیر، تغییر عمده ای در بازار ماشین های FDM رخ داده است. در حال حاضر چندین دستگاه FDM کاملاً مقرون به صرفه وجود دارد. بسیاری از آنها بر اساس پروژه های منبع باز هستند. این باعث شده است که تجهیزات RP بیش از هر زمان دیگری در دسترس باشد. عملکرد یکی از این ماشین های RP مقرون به صرفه توسط Pei و همکاران مورد مطالعه قرار گرفته است. [ 11 ]، که به این ماشینها به عنوان ماشینهای نمونهسازی سریع سطح ورودی (ELRP) اشاره میکنند. به طور معمول، این ماشینها از اکریلونیتریل بوتادین استایرن (ABS) یا پلی لاکتیک اسید (PLA) به عنوان مواد چاپ استفاده میکنند [ 12 ، 13 ، 14 ، 15 ، 16 ]، ABS به دمای اکستروژن بالاتری نیاز دارد [ 12 ]]. برخی از مدلها میتوانند از دو ماده در یک چاپ برای تولید مدلهای چند رنگ استفاده کنند [ 12 ، 13 ]، در حالی که بسیاری از آنها فقط از یک ماده در یک زمان استفاده میکنند [ 14 ، 15 ، 16 ]. پوشش ساخت ماشینهای ELRP به مدل خاص بستگی دارد، اما مقادیر معمولی از 100 میلیمتر در 100 میلیمتر در 125 میلیمتر [ 17 ] تا 230 میلیمتر در 270 میلیمتر در 200 میلیمتر [ 12 ] متغیر است. علاوه بر این ماشینهای ELRP که فروخته میشوند، ارائهدهندگان خدمات متعددی نیز در بازار وجود دارند که RP را به عنوان یک سرویس از طریق اینترنت ارائه میدهند (به عنوان مثال، [ 18 ، 19 ] را ببینید.]). هنگام بحث در مورد RP توسط تولید افزودنی، باید توجه داشت که گاهی اوقات اصطلاح “چاپ سه بعدی” برای اشاره به تمام فناوری های RP افزودنی استفاده می شود. به روشی مشابه، اغلب ماشینهای RP گاهی اوقات «چاپگرهای سه بعدی» نامیده میشوند، حتی اگر مبتنی بر فناوری دیگری مانند FDM باشند.
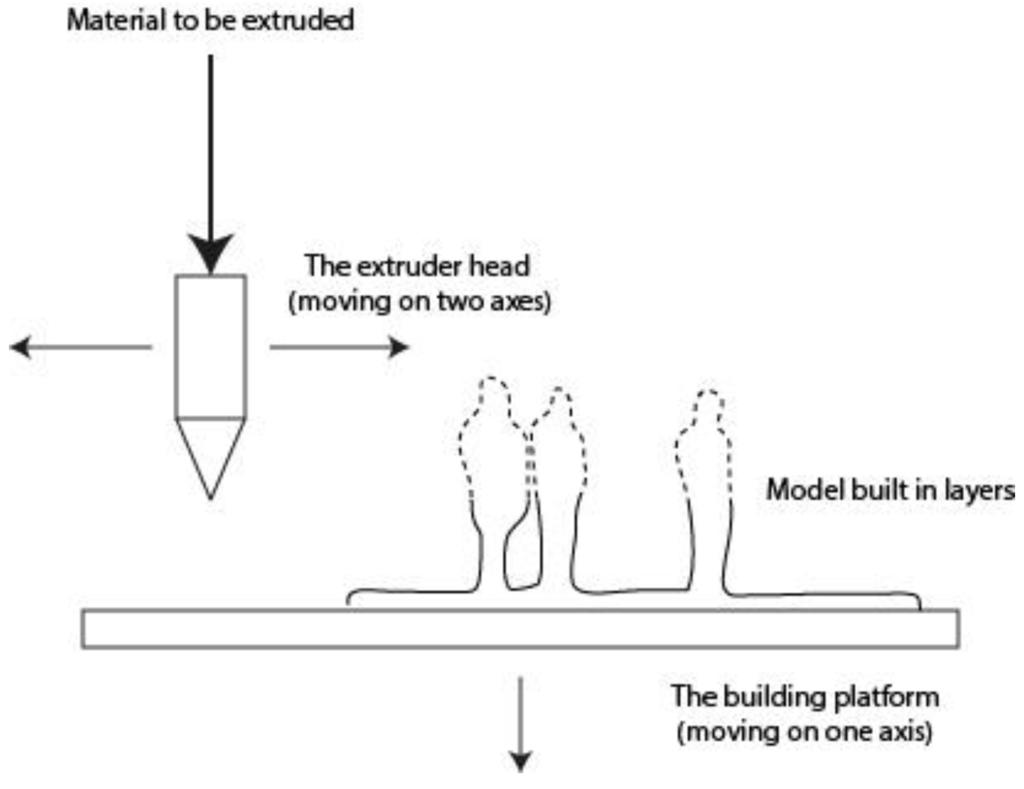
شکل 1. اصل عملیات مدلسازی رسوب ذوب شده.
چندین تکنیک مختلف برای بدست آوردن مدل های مجازی سه بعدی از محیط فیزیکی وجود دارد، به عنوان مثال فتوگرامتری و اسکن لیزری (LS). هر دوی اینها به طور گسترده در زمینه اطلاعات جغرافیایی استفاده می شود. روشهای دیگری نیز وجود دارد: اگر هندسه به اندازه کافی ساده باشد، میتوان با اندازهگیری نقاط کلیدی نسخه اصلی، یک مدل دیجیتال ایجاد کرد. نقشه ها یا پلان های موجود نیز در صورت وجود می توانند در مدل سازی استفاده شوند.
فتوگرامتری فناوری استخراج داده ها، ویژگی ها و ویژگی های سه بعدی از تصاویر دو بعدی است. فریزر [ 20 ] و گرون و همکاران. [ 21 ]، برای مثال، مدل سازی سه بعدی را بر اساس تصاویر زمینی مطالعه کرده اند. مطالعات مربوط به مدل سازی سه بعدی بر اساس توالی تصویر انجام شده است، به عنوان مثال، Bethmann و همکاران. [ 22 ]، و کورنلیس و همکاران. [ 23 ].
اسکن لیزری استاتیک زمینی (TLS) می تواند ابرهای نقطه ای متراکم (تا صدها هزار نقطه بر متر مربع از محدوده 10 متری) ایجاد کند. نشان داده شده است که یک ابزار TLS خاص به دقت 8 میلی متر (در 92 درصد آزمایش ها، 4 میلی متر) یا بهتر در محدوده های 10 متر تا 50 متر می رسد [ 24 ]. با ترکیب چندین اسکن، می توان یک ابر نقطه بزرگتر برای هدف ایجاد کرد [ 25 ]. TLS بررسی محیط های ساخته شده را با دقت زیاد، دقت زیاد و شدت داده های مکانی بالا ممکن می سازد [ 26 ]. مطالعات انجام شده توسط، برای مثال، Arayici [ 26 ]، Buckley و همکاران. [ 27 ]، Pu [ 28 ]، و Pu and Vosselman [ 29]، رویکردهایی در مورد نحوه استفاده از مدل سازی سه بعدی با TLS ارائه می دهد.
اسکن لیزری سیار (MLS) یک تکنیک نوظهور است که در آن یک سیستم اسکن لیزری بر روی خودرو نصب میشود. برای مثال، وسیله نقلیه ممکن است یک ماشین یا یک قایق باشد و اندازهگیریها در حین حرکت سکو انجام میشود. سیستم جهانی ناوبری ماهواره ای (GNSS) و واحدهای اندازه گیری اینرسی (IMU) برای موقعیت یابی و جهت یابی اسکنر استفاده می شود. اخیراً چندین مطالعه در مورد سیستمهای MLS و دقت آنها و همچنین در مورد مدلسازی محیطی انجام شده با MLS انجام شده است [ 30 ، 31 ]. دقت نسبی 10 میلی متر یا کمتر با سیستم Lynx Mobile Mapper [ 32 ] به دست آمده است، که امکان بررسی مناطق بزرگ با سطح جزئیات بسیار بالا را فراهم می کند.
ابرهای نقطهای که با استفاده از تکنیکهای اسکن لیزری به دست میآیند، معمولاً از نظر اندازه بسیار بزرگ هستند و تا صدها میلیون نقطه را شامل میشوند. پردازش آنها به منابع محاسباتی نیاز دارد و همچنین می تواند نسبتاً زمان بر باشد [ 33 ]. مشکلات معمولی که هنگام کار با ابرهای نقطه ای با آن مواجه می شوند عبارتند از شکاف در داده های ناشی از انسداد در هدف و محیط و چگالی نقاط مختلف در مجموعه داده ها ( شکل 2 ).

شکل 2. اصل عملیات اسکن لیزری زمینی.
با ترکیب تکنیک های دیجیتال سازی سه بعدی با RP، مدل های فیزیکی محیط و مصنوعات را می توان به راحتی ساخت. استفاده از تکنیکهای RP نیز این مزیت را دارد که کپیهایی از همان مدل را میتوان به راحتی تهیه کرد [ 34 ]. این مدلها، برای مثال، بهعنوان مدلهای نمایشی و بازسازی در باستانشناسی [ 4 ، 35 ، 36 ]، برای ساختن ماکتهایی از اشیاء برای اهداف موزهای یا حفظ مصنوعات اصلی [ 4 ، 37 ]، و بهعنوان مدلهای لمسی که این امکان را فراهم میکنند، استفاده شدهاند. برای کاربران کم بینا برای مطالعه اهداف مختلف [ 4 ، 34 ، 38 ]. این مدل ها را می توان در اندازه واقعی یا در مقیاس [4 ]. از تکنیک های RP نیز می توان برای تولید مدل های ارائه پیچیده تر استفاده کرد. با استفاده از رنگ، داده های بیشتری را می توان در مدل های فیزیکی گنجاند. به روشی مشابه، افسانه های سه بعدی را می توان برای کمک به تفسیر مدل اضافه کرد [ 39 ]. مدل فیزیکی را میتوان از دادههای دیگری غیر از هندسه سهبعدی یک اصل فیزیکی نیز تهیه کرد. این رویکرد توسط Rase [ 8 ، 39 ] برای تجسم داده ها از سیستم های اطلاعات جغرافیایی ارائه شده است.
مدل های مش ایجاد شده توسط مثلث بندی ابرهای نقطه ای نیز می توانند برای RP استفاده شوند. برای دستیابی به یک مدل مش بدون سوراخ از دیجیتال سازی سه بعدی، معمولاً مقداری ویرایش مدل ها مورد نیاز است. فرآیند ویرایش میتواند شامل دوخت سطوح اسکن شده به هم، رفع خطاهای مثلثبندی منفرد، پر کردن سوراخهای سطح، و احتمالاً تقسیم مدلی که قرار است تولید شود به قطعات [ 4 ، 5 ] باشد. این ویرایش را می توان برای مثال با نرم افزار Geomagic Studio انجام داد [ 5 ]. این استراتژی توسط توچی و همکاران به کار گرفته شد. [ 5 ] برای ایجاد کپی مجسمه. در مورد آنها، فرآیندهای تولید مدل مش و ویرایش با استفاده از نرم افزار Geomagic Studio انجام شد. مدل های ایجاد شده با این روش [5 ] اهداف دیجیتالی اصلی و سه بعدی را کاملاً منعکس می کنند و همچنین در صورت عدم ویرایش مش اضافی، هرگونه خطای سطحی احتمالی مانند فرورفتگی، خراش یا سایر نقص های هندسی ناشی از آنها را در بر می گیرند.
ماشینهای ELRP مقدار مشخصی علاقه را ایجاد کردهاند و استفاده از RP را افزایش میدهند. در این مطالعه، ما آزمایش خواهیم کرد که آیا یکی از این ماشینهای ELRP مبتنی بر فناوری FDM میتواند برای تجسم مدلهای پیچیده تولید شده توسط TLS استفاده شود یا خیر. بر اساس تحقیقات موجود، می توان فرض کرد که این امر با سخت افزار حرفه ای امکان پذیر است [ 4 ، 35 ، 36]، اما تحقیقات زیادی در مورد استفاده از ماشین های ELRP وجود ندارد. با استفاده از ابرهای نقطه ای به دست آمده با TLS، مدل های مش سه بعدی را با مثلث سازی ایجاد می کنیم. پس از این، مدلهای مش را ویرایش میکنیم تا به مدلهای بدون سوراخ دست یابیم که میتوانند در RP استفاده شوند. علاوه بر این، هدف ما کسب تجربه عملی با استفاده از ماشین ELRP است. برای مقایسه گردش کار و کیفیت نتایج، دو مورد را ارائه می کنیم. در مورد اول، ما از یک دستگاه RP قدیمی تر و با کیفیت حرفه ای و در مورد دوم از یک دستگاه ELRP جدید استفاده می کنیم. در هر دو مورد، TLS برای به دست آوردن مدل هایی که باید تولید شوند استفاده می شود.
2. موارد
2.1. بخش نما از ساختمان گرونکویست
نمای ساختمان گرونکویست که به سبک نئو رنسانس است ( شکل 3)) یکی از پیچیده ترین نماهای شهر هلسینکی فنلاند است. برای اندازه گیری نما از اسکنر لیزری زمینی لایکا HDS6100 استفاده کردیم. HDS6100 یک اسکنر لیزری 690 نانومتری مبتنی بر فاز و موج پیوسته با میدان دید 360 درجه × 310 درجه است. دقت اندازه گیری فاصله برای آن 2± میلی متر در فاصله 25 متری است. قطر تیر دایره ای در خروجی و واگرایی پرتو به ترتیب 3 میلی متر و 0.22 میلی متر است. در تنظیم وضوح “بالا”، HDS6100 فاصله نقطه ای 6 میلی متری را روی یک هدف متعامد در فاصله 10 متری از اسکنر ایجاد می کند. با تنظیم “Super High”، فاصله مربوطه 3 میلی متر است. در مجموع، نما از چهار موقعیت مختلف اسکن TLS اندازه گیری شد. سه مورد از اندازهگیریها با استفاده از تنظیم وضوح «بالا» و یکی با تنظیم «فوق العاده بالا» انجام شد که چگالی نقطهای بالاتری ایجاد کرد. تمام اندازهگیریها با ابزار نصب شده روی سهپایه، از سطح خیابان انجام شد. اندازهگیریهای TLS در حالت چند اسکن جمعآوری شد و هدف از اندازهگیریها به دست آوردن بهترین پوشش نقطه ممکن برای هدف بود. اهداف مرجع در اطراف منطقه مورد مطالعه برای ثبت ابر نقطه قرار گرفتند. ابرهای نقطه TLS با استفاده از اهداف مرجع کره، با نرم افزار Leica Cyclone به طور مشترک ثبت شدند. میانگین خطاهای همپوشانی حاصل برای چهار اسکن عبارت بودند از: 0.012 متر، 0.007 متر و 0.011 متر. در مجموع 364 میلیون نقطه از منطقه اندازه گیری شد. نما از مجموعه داده ها جدا شد. 46 میلیون امتیاز داشت. اندازهگیریهای TLS در حالت چند اسکن جمعآوری شد و هدف از اندازهگیریها به دست آوردن بهترین پوشش نقطه ممکن برای هدف بود. اهداف مرجع در اطراف منطقه مورد مطالعه برای ثبت ابر نقطه قرار گرفتند. ابرهای نقطه TLS با استفاده از اهداف مرجع کره، با نرم افزار Leica Cyclone به طور مشترک ثبت شدند. میانگین خطاهای همپوشانی حاصل برای چهار اسکن عبارت بودند از: 0.012 متر، 0.007 متر و 0.011 متر. در مجموع 364 میلیون نقطه از منطقه اندازه گیری شد. نما از مجموعه داده ها جدا شد. 46 میلیون امتیاز داشت. اندازهگیریهای TLS در حالت چند اسکن جمعآوری شد و هدف از اندازهگیریها به دست آوردن بهترین پوشش نقطه ممکن برای هدف بود. اهداف مرجع در اطراف منطقه مورد مطالعه برای ثبت ابر نقطه قرار گرفتند. ابرهای نقطه TLS با استفاده از اهداف مرجع کره، با نرم افزار Leica Cyclone به طور مشترک ثبت شدند. میانگین خطاهای همپوشانی حاصل برای چهار اسکن عبارت بودند از: 0.012 متر، 0.007 متر و 0.011 متر. در مجموع 364 میلیون نقطه از منطقه اندازه گیری شد. نما از مجموعه داده ها جدا شد. 46 میلیون امتیاز داشت. میانگین خطاهای همپوشانی حاصل برای چهار اسکن عبارت بودند از: 0.012 متر، 0.007 متر و 0.011 متر. در مجموع 364 میلیون نقطه از منطقه اندازه گیری شد. نما از مجموعه داده ها جدا شد. 46 میلیون امتیاز داشت. میانگین خطاهای همپوشانی حاصل برای چهار اسکن عبارت بودند از: 0.012 متر، 0.007 متر و 0.011 متر. در مجموع 364 میلیون نقطه از منطقه اندازه گیری شد. نما از مجموعه داده ها جدا شد. 46 میلیون امتیاز داشت.
برای ایجاد یک مدل مش از ابر نقطه Geomagic Studio 11 استفاده شد. ناحیه انتخاب شده نما با استفاده از ابرهای نقطه ترکیبی نما (نشان داده شده در شکل 3 ) تقسیم شد. نقاط اضافی با انتخاب دستی حذف شدند، از جمله سطح پیاده رو در امتداد لبه پایینی نما که در حین اسکن نیز قابل مشاهده بود. در مجموع 2119631 نقطه برای مثلث بندی استفاده شد. مثلث بندی با عملکرد “Wrap” انجام شد که طی آن کاهش نویز با تنظیم “Medium” انجام شد. چگالی مش چند ضلعی با تابع “Decimate” کاهش یافت. پس از این، شکاف های باقی مانده در مش با استفاده از ابزار “پر کردن سوراخ ها” پر شد ( شکل 4)). پر کردن به صورت دستی، سوراخ به سوراخ، با استفاده از نوع پر کردن “Curvature” انجام شد. این پرزحمت ترین بخش پروسه بود. در نهایت، با اکسترود کردن لبههای مش و افزودن یک سطح پشتی مستقیم به مدل، مدل به یک مدل مش جامد ویرایش شد ( شکل 3 ). یک روش مشابه برای پنجره های قابل مشاهده در درها در مجموعه داده انجام شد.

شکل 3. ( الف ) نمای ساختمان. ( ب ) ابر نقطه به دست آمده. ( ج ) مدل مش تکمیل شده.
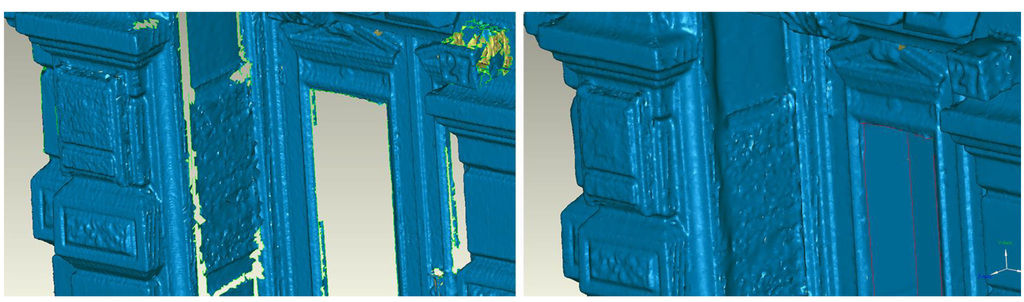
شکل 4. بخشی از مش قبل و بعد از جداسازی و پر کردن سوراخ ها.
2.2. مجسمه در پردیس دانشگاه تورکو
مجسمه “سه مرد شوخ” توسط مجسمه ساز Harry Kivijärvi در سال 1968 ساخته شد. این مجسمه در دانشگاه تورکو قرار دارد. مجسمه دیجیتالی شد ( شکل 5 الف) به عنوان بخشی از یک پروژه بررسی بزرگتر، که بیشتر ساختمان های اصلی پردیس را پوشش می داد. مجسمه را با همان ابزار مورد اول اسکن کردیم. تعداد بیشتری اسکن لیزری زمینی از منطقه گرفته شد که دو مورد از آنها برای مدل سازی مجسمه استفاده شد ( شکل 5 ب). آنها با همان تنظیمات وضوح “بالا” مانند مورد اول گرفته شدند. در مجموع آنها 57 میلیون امتیاز داشتند. سه هدف مرجع کروی در اطراف مجسمه برای ثبت ابر نقطه قرار داده شد. ابرهای نقطه ای با نرم افزار Z + F به طور مشترک ثبت شدند و میانگین خطای حاصل 0.012 متر بود. راشکل 5 ب یک نمای کلی از ناحیه اندازه گیری شده از یک برجستگی بالایی در مجاورت مجسمه ارائه می دهد.

شکل 5. ( الف ) اسکن لیزری مجسمه. ( ب ) نمای بالای ناحیه که موقعیتهای اسکن را نشان میدهد.
مدل مش سه بعدی مجسمه از دو ابر نقطه TLS با استفاده از نرم افزار Geomagic Studio 11 ساخته شده است. در مجموع 1.3 میلیون امتیاز برای مدل سازی استفاده شد. نقاطی که به هدف تعلق نداشتند به صورت دستی حذف شدند و ابرهای نقطه با استفاده از ابزار “انتخاب نقاط پرت” فیلتر شدند تا نقاط دورافتاده حذف شوند. پس از تقسیم بندی بیشتر، 1,040,824 نقطه برای مثلث بندی استفاده شد. کاهش نویز در طول فرآیند مثلث بندی مانند مورد اول اعمال شد. مش های مثلثی حاصل با هم ترکیب شدند و از ابزارهای ویرایش سطح برای پر کردن سوراخ های باقی مانده در مش استفاده شد ( شکل 6). در طی این فرآیند، سطح بالایی پایه مجسمه باید بر اساس لبه های پایه مدل سازی می شد زیرا در اسکن های لیزری زمینی قابل مشاهده نبود. این کار با ابزار «پر کردن حفرهها» و با استفاده از نوع پرکننده «مسطح» و انتخاب لبههای مش در بخشها انجام شد. شکافهای کنارههای شکلها نیز باید با استفاده از نوع پر کردن «انحنا» ابزار «پر کردن سوراخها» پر میشد. این فرآیند ویرایش، دوباره، پر زحمت ترین بخش این فرآیند بود.
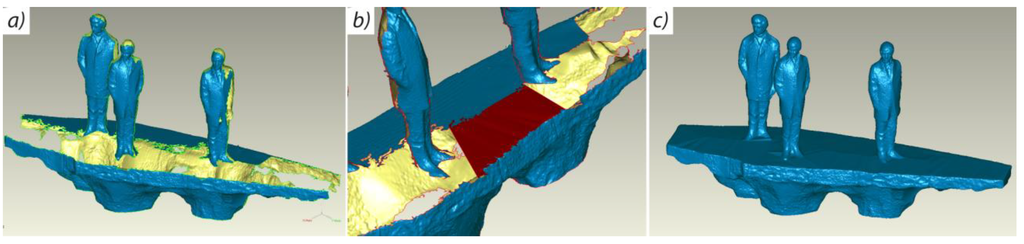
شکل 6. ( الف ) ابرهای نقطه مثلثی رنگی مطابق جهت عادی، با نرمال های رو به بیرون که با رنگ آبی مشخص شده اند. ( ب ) ساختن یک سطح تا بالای پایه. بخش هایی از لبه های مش انتخاب شده اند و سطح جدیدی که باید ایجاد شود با رنگ قرمز مشخص شده است. ( ج ) مش پس از ویرایش.
3. روشهای ارزیابی
از آنجایی که ما هم تجربیات خود را با دو ماشین RP مختلف و هم کیفیت نتایج به دست آمده با آنها را مورد بحث قرار خواهیم داد، ما تصمیم گرفته ایم مجموعه داده های اصلی، فرآیند تولید و مدل های تکمیل شده را ارزیابی کنیم ( شکل 7 ).
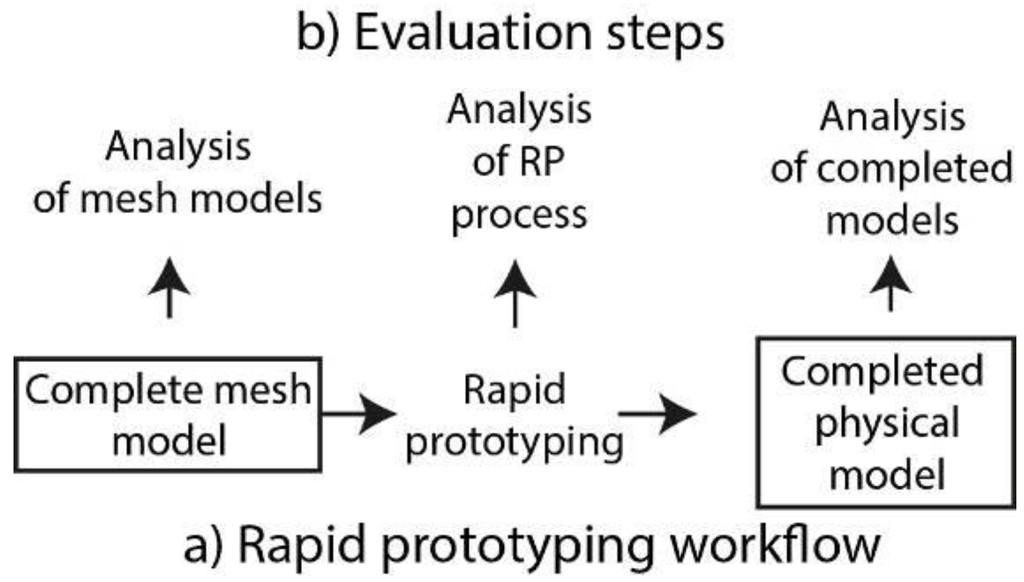
شکل 7. گردش کار ( a ); و مراحل ارزیابی ( ب ).
3.1. ارزیابی مدل های مش
ما انتخاب کردیم که مجموعه ای از مقایسه ها را انجام دهیم زیرا از دو مجموعه داده متفاوت استفاده کرده بودیم. ما این کار را برای شناسایی تفاوتهای بالقوه در مدلهای مش انجام دادیم که میتواند بر مقایسه ما بین دو ماشین تأثیر بگذارد. برای ارزیابی الگوریتمی پیچیدگی مدلهای مش سهبعدی، از روشهای معرفیشده توسط Valentan و همکاران استفاده کردیم. [ 40 ]. این روش ها بسیار ساده هستند، و بنابراین، ممکن است همیشه نتایج دقیقی تولید نکنند [ 40 ]. ما با انجام یک تخمین بسیار ساده شروع کردیم، جایی که پیچیدگی (C1 ) با مقدار وجوه مثلث (n) در مدل توصیف میشود:

C 1 = n
برای روش دوم، نسبت بین حجم مدل ( v ) و تعداد وجوه مثلث در مش ( n ) را محاسبه کردیم:

سوم، ما نسبت بین حجم مدل و سطح ( a ) مدل را محاسبه کردیم:

3.2. ارزیابی فرآیند نمونه سازی سریع
برای ارزیابی دو ماشین RP مختلف، مراحل فرآیند را در هر دو مورد ترسیم کردیم. با شناسایی هر مرحله اضافی احتمالی در فرآیند تولید ناشی از تفاوت در تجهیزات، ما توانستیم قابلیت استفاده و کاربرد این ماشینها را در عمل مقایسه کنیم. در شرایط بهینه، RP باید یک فرآیند یک مرحلهای باشد، که در آن مدل بدون هیچگونه مراحل اولیه ساخته میشود و پس از ساخت نیازی به تغییر مدل نیست. در عمل، معمولاً برخی از مراحل تکمیلی پس از RP با فناوری FDM وجود دارد، به عنوان مثال حذف مواد پشتیبانی از مدل [ 4 ].
3.3. ارزیابی مدل های تکمیل شده
برای ارزیابی کیفیت بصری مدلهای فیزیکی، خطاهای سطح احتمالی و سایر مصنوعات سه بعدی ناشی از ماشینهای RP را شناسایی کردیم. این مصنوعات ممکن است شامل مراحل قابل مشاهده، اشکال اضافی یا شکاف در مدل باشند. برای ثبت آثار، از عکاسی ماکرو دیجیتال با دوربین DSLR Nikon D800E استفاده کردیم که دارای وضوح سنسور 7360 × 4912 پیکسل، اندازه سنسور فیزیکی 35.9 × 24 میلیمتر و لنز ماکرو با فاصله کانونی 105 میلیمتر بود. و مقدار دیافراگم F 4.92 هنگام تولید حداکثر نسبت بازتولید 1:1. ما از مدل های فیزیکی در نور مصنوعی، با استفاده از زمان نوردهی 1/100 ثانیه و دیافراگم F 10.0 عکاسی کردیم. در حالت بهینه، مدل باید تا حد امکان به مدل مش اصلی نزدیک باشد و بنابراین امکان مشاهده مصنوعات وجود نداشته باشد.
برای ارزیابی دقت مدلها در مقایسه با مدلهای مش اصلی مورد استفاده برای محاسبه مسیرهای ابزار، مدلها را به صورت دیجیتالی سه بعدی کردیم و مدل مش اصلی را با سطح اسکن شده مدل ساخته شده با دستگاه RP مقایسه کردیم. ما از یک اسکنر لیزری سه بعدی Konica Minolta Vivid 9i برای دیجیتالی کردن مدل های فیزیکی سه بعدی استفاده کردیم. اسکنر مبتنی بر مثلث لیزری است. این یک نوار متحرک از نور تک رنگ از طریق یک آینه گالوانی روی جسم مورد اسکن پخش می کند. تغییر شکل نوار پیش بینی شده توسط دوربین داخلی دستگاه، دارای سنسور CCD 8.46 میلی متری با 340000 پیکسل است. همچنین می توان از تصویر دوربین برای ثبت بافت شی مورد اسکن استفاده کرد. برای تغییر اندازه ناحیه اندازه گیری شده می توان از لنزهایی با فواصل کانونی مختلف با دوربین دستگاه ها استفاده کرد. دقت دیجیتالی کردن ± 0.05 میلی متر در هنگام استفاده از لنز af = 25 میلی متر در فاصله 0.6 متر است، منطقه اندازه گیری 111 میلی متر در 83 میلی متر است. قبل از اسکن، دستگاه با استفاده از سیستم کالیبراسیون میدانی کالیبره می شود. برای تسهیل اسکن، می توان از یک پلت فرم مرحله دوار برای چرخش خودکار شی مورد اسکن استفاده کرد.
4. نتایج
4.1. بخش نما از ساختمان گرونکویست
ما مدل بخش نما را از پلاستیک ABS سفید با استفاده از یک دستگاه RP قدیمی و با کیفیت حرفه ای ( جدول 1 ) تولید کردیم. ما مسیرهای ابزار را با استفاده از مجموعه نرم افزار سازنده محاسبه کردیم. ما این مدل را با استفاده از ساختارهای پشتیبانی ساختیم که پس از آن از طریق یک پاک کننده اولتراسونیک حذف شد. پس از این، مدل رنگ آمیزی شد زیرا رنگ سفید مواد مطالعه هندسه سطح را با جزئیات دشوار می کرد.

جدول 1. مشخصات ماشین های نمونه سازی سریع مورد استفاده.
از همین مدل مش برای ساخت مدل با دستگاه Ultimaker ELRP از مواد سفید PLA نیز استفاده شد. Netfabb Studio برای Ultimaker 4.9 برای محاسبه مسیرهای ابزار استفاده شد. این مدل با قسمت پشتی به سمت پایین ساخته شد و در نتیجه هندسه ای شبیه به نقش برجسته ایجاد شد که نیازی به سازه های پشتیبانی نداشت. پس از ساخت، رزوه های اضافی مواد پلاستیکی و شکل سکوی باقی مانده از دستگاه به صورت دستی برداشته شد ( شکل 8 ). هیچ تکمیل دیگری از مدل انجام نشد.
4.2. مجسمه در پردیس دانشگاه تورکو
ما مدل را از مواد پلاستیکی PLA با استفاده از دستگاه ELRP ساختیم ( جدول 1 ). ما مسیرهای ابزار را با استفاده از نرم افزار منبع باز ایجاد کردیم. از آنجایی که ماشین ELRP در آن زمان فقط از یک ماده پشتیبانی می کرد، به این معنی که ساخت ساختارهای پشتیبانی قابل حل امکان پذیر نبود، تصمیم گرفتیم مدل سه بعدی را قبل از ساخت به دو جزء تقسیم کنیم. با شکافتن مدل در امتداد پایه مجسمه، هر دو قطعه نسبتاً نقش برجسته داشتند و امکان ساخت بدون سازه های پشتیبانی وجود داشت. شکل 9 a تقسیم بندی مدل را نشان می دهد. قسمت بالایی و پایینی مدل را جداگانه ساخته ایم که قسمت پایینی (به رنگ آبی) وارونه ساخته شده است ( شکل 9).). پس از RP، هر دو قسمت مدل به صورت دستی با چاقو تمام شد و تمام موادی که به مدل تعلق نداشت، مانند نخ های پلاستیکی اضافی که توسط دستگاه ELRP باقی مانده بود، برداشته شد. پس از اتمام، قطعات با چسب به هم متصل شدند. هیچ پرداخت اضافی روی سطح مدل اعمال نشد.

شکل 8. مدل قبل از ( الف ) و بعد از ( ب ) تمیز کردن دستی، با تصاویر جزئیات ( c ، d ).
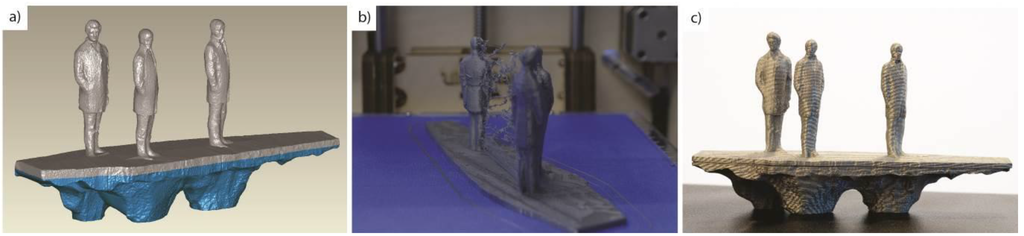
شکل 9. ( الف ) هر دو قسمت مدل مش تکمیل شده، با قسمت پایینی به رنگ آبی نشان داده شده است، ( ب ) قسمت بالایی مدل در ماشین ELRP. ( ج ) و مدل فیزیکی تکمیل شده.
4.3. تجزیه و تحلیل مجموعه داده های مورد استفاده
از آنجایی که هر دو مدل به مقیاس ساخته شده بودند، نسبت های ذکر شده در مقیاس هایی که در آن ساخته شده بودند را محاسبه کردیم. تفسیر نتایج ( جدول 2 ) دشوار است، اما متناقض نیستند. هر دو C 1 و C 2 در مجموعه داده های مجسمه پایین تر هستند، که نشان دهنده سطح بالاتری از پیچیدگی برای هر دو روش محاسبه است. این نشاندهنده شکل مدلها است، جایی که بخش نما بیشتر یک حجم بدنه است و مدل مجسمه از حجمهای مجزا، اما به هم پیوستهتری تشکیل شده است.
تعداد مثلث ها در مش مستقل از مقیاس مدل است. والنتان و همکاران [ 40 ] مدلی با تقریباً 500000 وجه پیچیده در نظر گرفته شد، که در آن مش های ساده فقط شامل چند صد مثلث بودند. در مقایسه با این، هر دو مدل ما بسیار پیچیده بودند، حتی اگر از نظر تعداد مثلث ها تفاوت قابل توجهی داشتند. این نشان دهنده پیچیدگی مدل های مش به دست آمده با TLS است.
جدول 2. ابعاد، مقیاس ها و شاخص های پیچیدگی محاسبه شده مدل های ایجاد شده.
4.4. تجزیه و تحلیل فرآیند RP
همانطور که فرآیندهای ساخت مدل های فیزیکی را مطالعه کردیم ( شکل 10آشکار شد که این فرآیند در مورد مدل مجسمه پیچیده ترین بود. مراحل مورد استفاده برای اکتساب داده و مدل سازی مش مشابه بود. در همه موارد، مدلها برای پر کردن سوراخهای مش ویرایش شدند. پس از تکمیل مدل مش، فرآیندها متفاوت بود. از آنجایی که تصمیم گرفته بودیم مدل مجسمه را در دو بخش تولید کنیم، باید یک مرحله مدلسازی اضافه کنیم که در آن مدل قطعهبندی میشود و مدلهای مش جامد از هر بخش ایجاد میشود. بعد از این، مدل را دو تکه ساختیم که به صورت دستی تمام شد و سپس به هم متصل شد. این کار با دستگاه حرفه ای که از ایجاد مواد پشتیبانی قابل جابجایی توسط پاک کننده اولتراسونیک پشتیبانی می کرد، ضروری نبود. بنابراین، تفاوتهای هندسی محدودیتهایی را در نحوه تولید مدل هنگام استفاده از ماشین ELRP ایجاد میکند. از آنجایی که هندسه مدل بخش نما متفاوت بود و امکان ساخت بدون سازه های پشتیبانی را فراهم می کرد، امکان ساخت مدل با ماشین ELRP بدون تقسیم بندی وجود داشت. با مدل بخش نما که با ماشین حرفه ای ساخته شد، تصمیم گرفتیم مدل را رنگ کنیم تا در مدل نهایی به تعریف بهتری از شکل از طریق نور و سایه دست یابیم.
4.5. تجزیه و تحلیل مدل های تکمیل شده
وقتی به مصنوعات ناشی از ماشین نگاه می کنیم، مدل ها کاملاً مشابه هستند. لایه ها، الگوی پله ای و اکستروژن بیش از حد و سوراخ ها در همه مدل ها دیده می شود ( جدول 3 ). اینها شاید FDM را به عنوان یک تکنیک مشخص کنند. فقدان مواد پشتیبان و اکستروژن کمتر قابل کنترل دستگاه ELRP به صورت شکاف در لایه ها قابل مشاهده است و برخی از لایه های آویزان در مدل مجسمه قابل مشاهده است ( شکل 11).). درز چسباندن در مدل مجسمه به دلیل تاب برداشتن جزئی مدل ها به وضوح قابل مشاهده است. از نظر دقت و کیفیت سطح، تفاوت ها معنی دار نبود. یک ماشین ELRP مدرن مبتنی بر FDM میتواند در آزمایشهای ما به همان درجه کیفیت سطح ارزیابی شده از نظر بصری برسد که یک ماشین قدیمیتر و با کیفیت حرفهای است. ارتفاع لایه کوچکتر مورد استفاده در ماشین ELRP در این آزمایش ها باعث می شود که لایه های ماشین های ELRP کمتر دیده شوند.
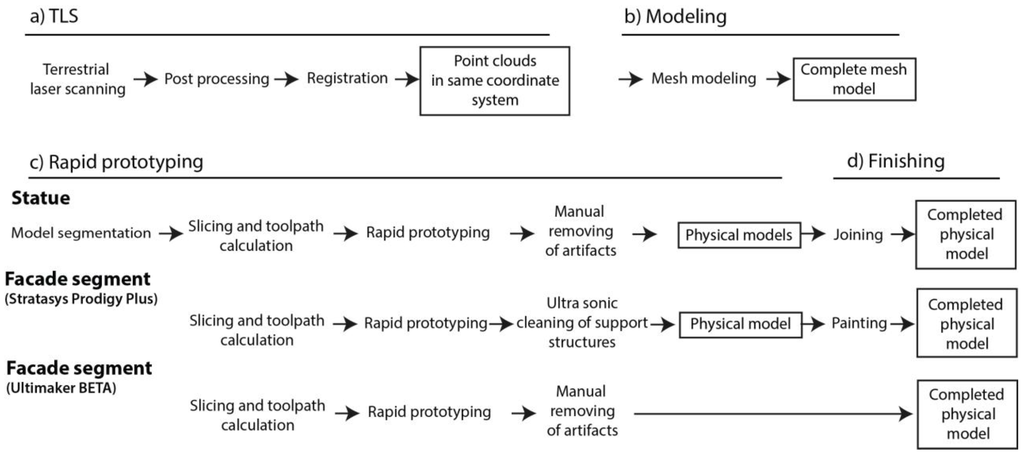
شکل 10. مقایسه فرآیندهای نمونه سازی سریع در مراحل مختلف: ( الف ) مرحله TLS. ( ب ) مرحله مدل سازی. ( ج ) مرحله نمونه سازی سریع؛ و ( د ) مرحله پایان.
جدول 3. مصنوعات قابل مشاهده ناشی از ماشین های نمونه سازی سریع (RP) یافت شده در مدل ها.
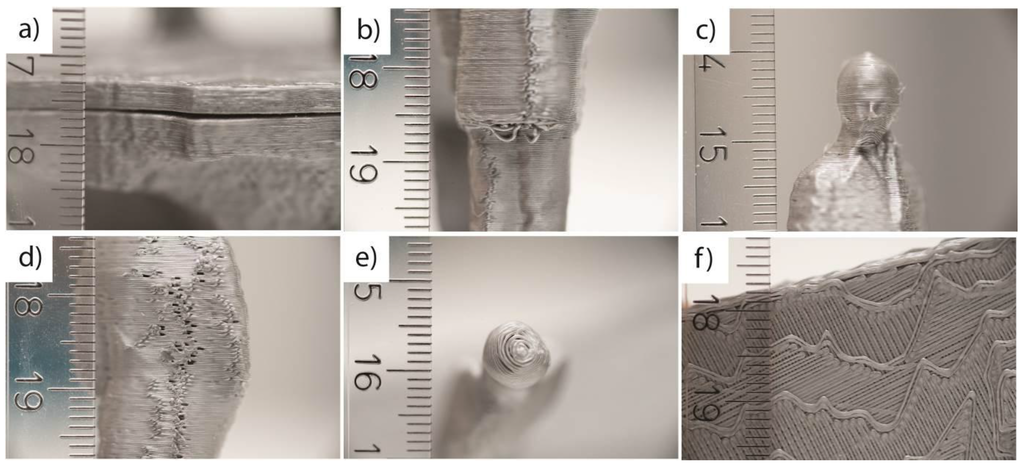
شکل 11. مصنوعات مختلف ناشی از ماشین های RP: ( الف ) درز; ( ب ) لایه های آویزان. ( ج ) لایه های قابل مشاهده. ( د ) شکاف در لایه ها. ( ه ) اکستروژن بیش از حد/زیر. ( f ) الگوی گام.
برای تأیید صحت ابعاد مدلهای تولید شده، همه مدلها را با استفاده از دیجیتالیساز بدون تماس Konica-Minolta Vivid i9، دیجیتالیسازی سه بعدی کردیم. در همه موارد، ما مدلها را در 12 بخش دیجیتالی کردیم، با چرخش جسم 30 درجه بین موقعیتهای اسکن حول محور Z (ارتفاع). همه مدل ها با استفاده از لنز f = 14 میلی متر دیجیتالی شدند. اسکن با استفاده از نرم افزار Konica Minolta Polygon Editing Tools انجام شد که اسکن ها را مستقیماً پس از اسکن مثلث بندی می کند. سپس سطوح مش اسکن شده جداگانه در قالب stl صادر شد. اسکن ها در نرم افزار Geomagic Qualify 11 با استفاده از ابزار «ثبت جهانی» ثبت شد. میانگین فواصل بین اسکن ها 0.11 میلی متر با انحراف استاندارد 0.17 میلی متر در کیس مدل نما ساخته شده با دستگاه Stratasys Prodigy، 0.08 میلی متر و 0 بود. 14 میلی متر برای همان مدل تولید شده با Ultimaker، و 0.12 میلی متر و 0.25 میلی متر برای مدل مجسمه. اسکن ها با ابزار “Merge” ترکیب شدند و پس از آن از مدل های مش حاصل در تحلیل انحراف استفاده شد.
مدلها با مدل مش اصلی که در محاسبه مسیر ابزار با استفاده از ابزار «ثبت جهانی» استفاده میشد، مشترک ثبت شدند. در مدل سگمنت نما که با دستگاه Prodigy Plus تولید شد، میانگین فاصله 0.43 میلی متر و انحراف استاندارد 0.31 میلی متر بود. در مدل بخش نمای ساخته شده با Ultimaker مقادیر مربوطه 0.25 میلی متر و 0.26 میلی متر بود. در مورد مدل مجسمه، میانگین فاصله 0.33 میلی متر و انحراف معیار 0.28 میلی متر بود. انحرافات سه بعدی محاسبه شده در جدول 4 آمده است.
جدول 4. انحرافات سه بعدی.
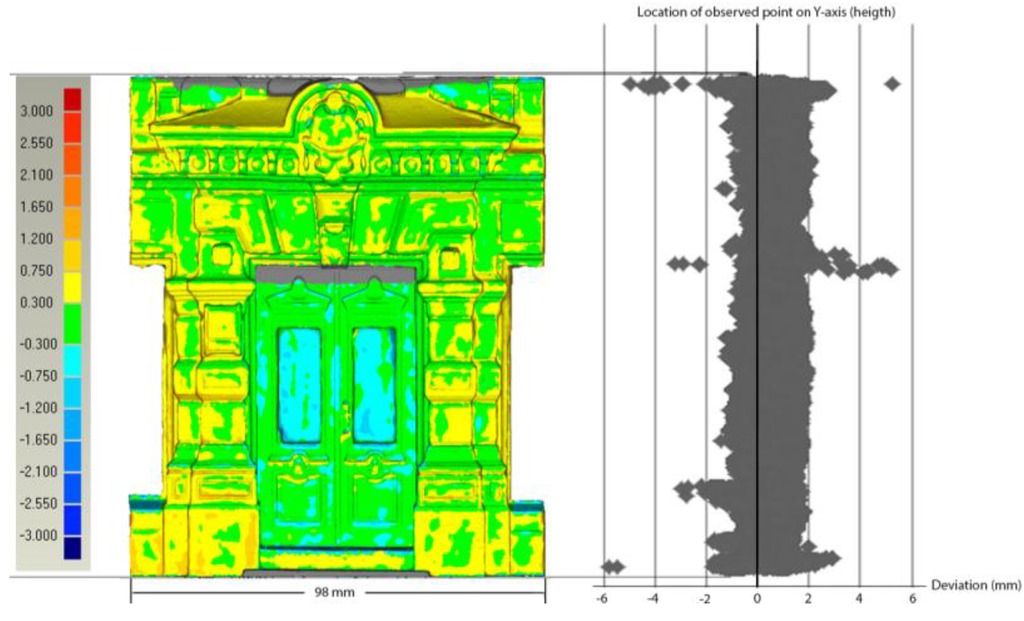
شکل 12. تحلیل انحراف و پراکندگی مدل بخش نما (Stratasys Prodigy Plus).
با نگاهی به نتایج تجزیه و تحلیل انحراف ( جدول 4 )، انحراف استاندارد در مدل بخش نما که با دستگاه قدیمیتر و حرفهای FDM ساخته شده بود، بزرگترین بود. نتایج تجسم شده ( شکل 12 ) و انحراف میانگین مثبت بالا این را تایید می کند. مدل خیلی بزرگه این به احتمال زیاد ناشی از نرمافزار محاسبه مسیر ابزار سازنده است که مدل را کمی مقیاس میدهد تا بتوان لایه FDM را بدون ایجاد خطای قابلتوجهی در اندازهگیری نهایی دورتر کرد. ما این سمباده را انجام ندادیم و در نتایج قابل مشاهده است. پراکندگی انحرافات کمتر یکنواخت است و انحرافات مشاهده شده در مدل بخش نمای ساخته شده با ماشین ELRP بزرگتر است ( شکل 13).). این نشان دهنده تنوع بیشتر در جزئیات مدل، ناشی از خطاهای سطح FDM، مانند اکستروژن بیش از حد و زیر است. با نگاهی به میانگین انحرافات مثبت و منفی و پراکندگی انحرافات، مقیاس مدل در این مدل صحیح تر از مدلی است که با ماشین حرفه ای قدیمی ساخته شده است.
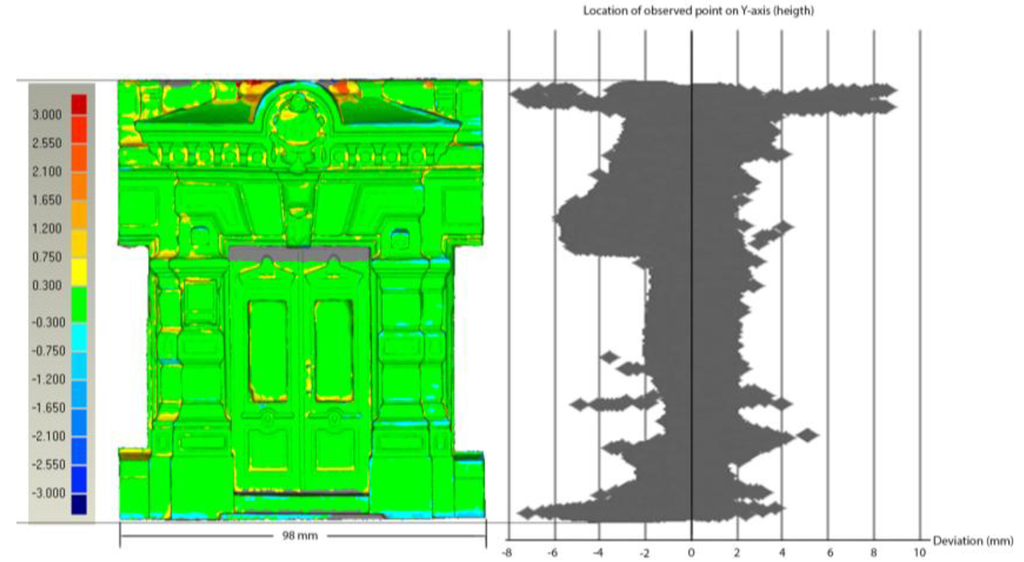
شکل 13. تحلیل انحراف و پراکندگی مدل قطعه نما (Ultimaker).
پراکندگی انحراف مجسمه، ابتدا یک ناهماهنگی جزئی دو جزء چسبانده شده را نشان می دهد. در شکل 14 ، می بینیم که چگونه قسمت بالای پایه در سمت چپ کمی بیش از حد است. درز نیز نمایان است. انحرافات بیشتر در سمت چپ ترین شکل مجسمه به دلیل آسیب دیدن مدل در حین نگهداری و حمل و نقل است. شکل کاملاً به پایه متصل نیست. این را می توان در پراکندگی انحراف نیز مشاهده کرد، انحرافات شکل با ارتفاع افزایش می یابد. میانگین انحرافات ممکن است نشان دهنده کوچک بودن مدل باشد، این را می توان در پراکندگی انحراف نیز مشاهده کرد.
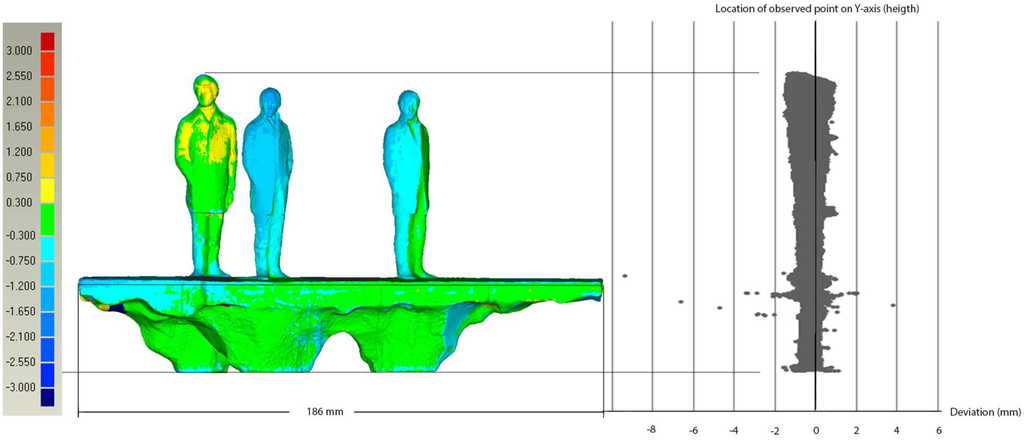
شکل 14. تحلیل انحراف و پراکندگی مدل مجسمه.
5. بحث و نتیجه گیری
تحولات اخیر از نظر مقرون به صرفه بودن ماشین های FDM زمینه RP را تغییر داده است. با ظهور ماشین های ELRP، RP بیش از هر زمان دیگری در دسترس کاربران قرار گرفته است. در این مقاله، ما به چگونگی استفاده از فناوری RP در حال حاضر، یعنی FDM، برای تولید مدلهای فیزیکی از مجموعه دادههای سه بعدی بهدستآمده با TLS نگاه کردیم.
ما RP را با دو مجموعه داده مختلف اسکن شده با لیزر و دو ماشین RP مختلف، هر دو بر اساس فناوری FDM آزمایش کردیم. در مورد اول از یک دستگاه RP سنتی و با کیفیت حرفه ای استفاده شد. در مورد دوم، مدل با دستگاه ELRP ساخته شد.
مجموعه داده ها از نظر الگوریتمی و پیچیدگی درک شده متفاوت بودند. پیچیدگی مجموعه دادههای مجسمه با همه روشهای تخمین مورد استفاده بهطور قابلتوجهی بیشتر بود: تعداد مثلثهای آن 68 درصد بیشتر بود و شاخصهای پیچیدگی آن تنها 15 درصد و 64 درصد از شاخصهای پیچیدگی برای مجموعه دادههای بخش نما بود، که نشاندهنده یک درجه پیچیدگی بالاتر
ساخت مدل ها در هر دو مورد امکان پذیر بود، اما در مورد مدل مجسمه، مدل باید در دو قسمت ساخته می شد. این به این دلیل بود که دستگاه ELRP قادر به ایجاد ساختارهای پشتیبانی قابل جابجایی برای شیء در طول فرآیند ساخت نبود و بنابراین اشکال بدون پشتیبانی نمی توانست ایجاد شود. فرآیند تقسیم مدل مجسمه قبل از ساخت، مبادلاتی را نشان می دهد که هنگام استفاده از ماشین های ELRP ضروری می شود. روش جایگزین دیگر شامل ساخت سازههای پشتیبانی قابل جابجایی دستی از همان ماده مدل است. در این مورد، ماشین RP با کیفیت حرفه ای درجه بالاتری از آزادی هندسی را در طول ساخت ارائه می دهد. ارزیابی قابلیت ساخت مدلهای مش جامد به وضوح به فناوری RP انتخابی و ویژگیهای آن و همچنین هندسه مدل بستگی دارد. پیچیدگی مدل لزوماً بر توانایی ساخت آن با دستگاه RP تأثیر نمی گذارد. هنگام ساخت مدل با ماشین ELRP باید به جهت گیری و ویژگی های هندسی آن توجه بیشتری می شد. این امر نیاز به کسب تجربه بیشتر در استفاده از ماشین های ELRP را برجسته می کند. از آنجایی که امکان برداشتن مواد پشتیبانی با یک پاک کننده اولتراسونیک مورد استفاده در دستگاه با کیفیت حرفه ای وجود داشت، کار دستی کمتری در تکمیل مدل تولید شده با آن انجام شد. همه مدل ها دارای مصنوعات قابل مشاهده هستند که ناشی از فناوری ساخت RP است. تعداد بیشتری از این مصنوعات را می توان در مدل های ساخته شده با دستگاه ELRP یافت. با این حال، نتایجی که ما با یک ماشین ELRP به دست آوردیم را نمی توان به همه ماشین های ELRP تعمیم داد، زیرا چندین مدل مختلف در دسترس هستند. به عنوان مثال، برخی از آنها دارای یک سیستم اکستروژن دوگانه هستند که امکان اکستروژن ساختارهای پشتیبانی متحرک را فراهم می کند.
با نگاهی به دقت مدل ها، جمع آوری داده ها توسط TLS با دقت چند میلی متر قابل انجام است. در لایکا HDS6100 دقت محدوده بر اساس تولید 2± میلی متر گزارش شده است. علاوه بر دقت ابزار، ثبت مشترک ابرهای نقطه بر دقت مجموعه داده های به دست آمده تأثیر می گذارد. در موارد ما، بزرگترین میانگین خطای همپوشانی ثبت مشترک دو اسکن 12.46 میلی متر بود. در مدلی که در مقیاس 1:40 ساخته شده است، این خطای تقریباً 14 میلی متر/40 = 0.35 میلی متر در مدل نهایی ایجاد می کند. انحرافات ناشی از ساخت مدل ها مشابه یا بزرگتر بود و از 0.35 میلی متر تا 0.42 میلی متر متغیر بود. همانطور که توسط سازنده گزارش شده است، دقت ابزار دیجیتالی سه بعدی مورد استفاده در مدل های اندازه گیری ± 0.05 میلی متر بود. در مقیاس 1:40 استفاده شده، خطاهای ایجاد شده توسط TLS قابل مقایسه یا کوچکتر از خطاهای مشاهده شده در ساخت FDM هستند، و TLS را به روشی مناسب برای دستیابی به مدل های مجازی تبدیل می کند که می تواند برای تولید نمایش های فیزیکی استفاده شود. ماشینهای FDM را میتوان برای ایجاد مدلهای گویا، با دقت چند سانتیمتری در اندازه واقعی اهداف مورد استفاده قرار داد.
از آنجایی که در هر دو مورد از یک دستگاه RP استفاده شد، مدل های فیزیکی تولید شده تک رنگ بودند. مدلهای فیزیکی رنگی را میتوان با استفاده از تکنیک RP متفاوت [ 34 ]، مانند دستگاههای مبتنی بر پودر (به عنوان مثال، [ 41 ]) ساخت. با این حال، برای به دست آوردن اطلاعات رنگی، لازم بود تصاویر بافت از اهداف دیجیتالی به دست آوریم. در مورد ما، فقط شدت لیزر ثبت شد.
یک جایگزین برای خرید و راه اندازی ماشین آلات ELRP، قرارداد فرعی است. ارائه دهندگان خدماتی هستند که RP را از طریق اینترنت ارائه می دهند که از فناوری های مختلف تولید افزودنی استفاده می کنند [ 18 ، 19 ]. انتخاب بین استفاده از پیمانکاران فرعی در مقابلداشتن و راه اندازی ماشین آلات مشکل است. هنگام استفاده از یک ارائهدهنده خدمات، تمام کارهای راهاندازی و تعمیر و نگهداری ماشین نیز به صورت فرعی انجام میشود. همچنین، مشتری مجبور نیست زمانی را برای تولید مدل صرف کند. از طرفی زمان های تحویل نیز باید در نظر گرفته شود و قیمت مدل ها بالاتر است. در مدل های “یک بار”، استفاده از ارائه دهندگان خدمات گزینه جالبی است. اگر RP به عنوان یک ابزار تصویرسازی در پروژه ها بیشتر مورد استفاده قرار گیرد، تصمیم گیری دشوارتر خواهد بود. در هر دو مورد ما، اندازه فایل مدلها خیلی بزرگ بود که نمیتوان به راحتی از این سرویسها سفارش داد.
استفاده موفقیت آمیز از فناوری های RP برای تجسم مدل های پیچیده و سه بعدی توسط بسیاری از نویسندگان مورد مطالعه قرار گرفته است. فن آوری ها برای تجسم اجسام پیچیده هندسی استفاده شده است [ 4 ، 34 ]. در برخی موارد، اهداف اصلی با استفاده از TLS [ 4 ] مستند شده اند. واضح است که از ماشین های RP می توان برای تجسم مدل های سه بعدی تولید شده با TLS استفاده کرد. با این حال، فرآیند استفاده از ماشینهای RP اغلب مستند نیست، و تخمین اینکه واقعاً چقدر آسان است استفاده از تکنیکها را غیرممکن میکند [ 4 ، 34 ]]. علاوه بر این، تحقیقات بسیار کمی در مورد استفاده از ماشینهای ELRP در این روش وجود دارد. در بیشتر موارد گزارش شده از ماشین آلات با کیفیت حرفه ای استفاده شده است. دیدن این که یک ماشین RP مدرن و مقرون به صرفه می تواند به همان کیفیت سطح و سطح جزئیات یک ماشین حرفه ای سنتی دست یابد، شگفت انگیز بود. روشهای دیجیتالی سه بعدی جدید، مانند MLS مبتنی بر کوله پشتی [ 42]، بررسی کارآمد محیط های بیرونی و داخلی بزرگ و پیچیده از نظر هندسی را ممکن می سازد. روش های ارائه جدید برای ارتباط نتایج اندازه گیری شده به روشی ساده مورد نیاز است. ماشین های ELRP امکان جالبی را برای انجام این کار در این زمینه خاص ارائه می دهند. با توجه به اینکه قیمت ماشینآلاتی مانند این قبلاً بسیار پایین است، انتظار میرود که شاهد افزایش استفاده از مدلهای ساختهشده RP در اهداف مختلف، از جمله تجسم مدلهای سهبعدی بهدستآمده از روشهای دیجیتالی سه بعدی باشیم.
منابع
- Sass, L. Rapid Prototyping Techniques for Building Program Study. در مجموعه مقالات نهمین کنفرانس بین المللی تحقیقات طراحی معماری به کمک کامپیوتر در آسیا (CAADRIA ’04)، سئول، کره، 28-30 آوریل 2004. Lee, HS, Choi, J., Eds. موسسه طراحی و تحقیقات محیطی هزاره، دانشگاه یونسی و انجمن مسکن کره: سئول، کره، 2004; صص 655-670. [ Google Scholar ]
- سلانی، گ. پیکولی، وی. نقش های یک مدل. Arquiteturavista 2010 ، 6 ، 50-62. [ Google Scholar ] [ CrossRef ]
- چوآ، CK; Chou, SM; Wong, TS مطالعه ای بر روی پیشرفته ترین فناوری های نمونه سازی سریع. بین المللی J. Adv. Manuf. تکنولوژی 1998 ، 14 ، 146-152. [ Google Scholar ] [ CrossRef ]
- توچی، جی. Bonora, V. From Real to… “Real”. مروری بر تکنیکهای نمونهسازی سریع و ژئوماتیک برای مدلسازی جامدات در حوزه میراث فرهنگی. در مجموعه مقالات کارگاه آموزشی ISPRS Trento 2011، ترنتو، ایتالیا، 2 تا 4 مارس 2011. Remondino, F., El-Hakim, S., Eds. Copernicus GmbH: گوتینگن، آلمان، 2010; جلد XXXVIII-5/W16. [ Google Scholar ]
- توچی، جی. Bonora, V. کاربرد سیستمهای اسکن با وضوح بالا برای قالبهای مجازی و کپیهای آثار مجسمهسازی. در مجموعه مقالات بیست و یکمین سمپوزیوم CIPA، آتن، یونان، 1-6 اکتبر 2007. Copernicus GmbH: گوتینگن، آلمان، 2007; جلد XXXVI-5/C53، ص 721-726. [ Google Scholar ]
- مولر، دی اچ. مولر، اچ. تجربه استفاده از تکنیک های نمونه سازی سریع برای ساخت ابزارهای شکل دهی ورق فلز. در مجموعه مقالات کنفرانس ISATA، دوبلین، ایرلند، 25-27 سپتامبر 2000.
- یانگ، تی. Buswell، RA; کوک، ام جی در حال بررسی تکنیکهای نمونهسازی سریع برای اعتبارسنجی مدلهای عددی ساختمانهای با تهویه طبیعی. در مجموعه مقالات دوازدهمین کنفرانس بین المللی IBPSA، انجمن بین المللی شبیه سازی عملکرد ساختمان، سیدنی، استرالیا، 14-16 نوامبر 2011. ص 965-971.
- Rase، W.-D. مدل های فیزیکی اشیاء GIS با نمونه سازی سریع. در مجموعه مقالات کمیسیون ISPRS IVSymposium 2002، اتاوا، ON، کانادا، 9-12 ژوئیه 2002; Armenakis، C.، Lee، YC، Eds. جلد XXXIV. قسمت 4.
- یان، ایکس. Gu, P. مروری بر فناوری ها و سیستم های نمونه سازی سریع. محاسبه کنید. به دس کمک کرد. 1996 ، 28 ، 307-318. [ Google Scholar ] [ CrossRef ]
- آپکرافت، اس. فلچر، آر. فناوری های نمونه سازی سریع. Assem. خودکار 2003 ، 23 ، 318-330. [ Google Scholar ] [ CrossRef ]
- پی، ای. کمپبل، RI; de Beer, D. ماشینهای RP سطح ورودی: چقدر میتوانند با پیچیدگی هندسی کنار بیایند؟ Assem. خودکار 2011 ، 31 ، 153-160. [ Google Scholar ] [ CrossRef ][ نسخه سبز ]
- خالق در دسترس آنلاین: https://www.lpfrg.com/product/creatr/ (در 12 مه 2014 قابل دسترسی است).
- چاپگر سه بعدی مکعبی در دسترس آنلاین: http://cubify.com/en/Cube/TechSpecs (در 12 مه 2014 قابل دسترسی است).
- Ultimaker 2 جدیدترین چاپگر سه بعدی ما. در دسترس آنلاین: https://www.ultimaker.com/pages/our-printers/ultimaker-2 (در 12 مه 2014 قابل دسترسی است).
- چاپگر سه بعدی Solidoodle، نسل سوم. در دسترس آنلاین: http://store.solidoodle.com/index.php?route=product/product&product_id=79 (در 12 مه 2014 قابل دسترسی است).
- پرینتر سه بعدی R1 “ABS + PLA Model”. در دسترس آنلاین: http://www.robo3dprinter.com/collections/3d-printers/products/robo-3d-abs-model-fully-assembled (در 12 مه 2014 قابل دسترسی است).
- Makerbot Replicator Mini. در دسترس آنلاین: http://store.makerbot.com/replicator-mini (در 12 مه 2014 قابل دسترسی است).
- خدمات چاپ سه بعدی i.materialise. در دسترس آنلاین: http://i.materialise.com/ (در 3 دسامبر 2013 قابل دسترسی است).
- Shapeways – ساخت، خرید و فروش محصولات با چاپ سه بعدی. در دسترس آنلاین: http://www.shapeways.com/ (در 3 دسامبر 2013 قابل دسترسی است).
- فریزر، طراحی شبکه CS. در فتوگرامتری برد نزدیک و بینایی ماشین ؛ اتکینسون، KB، ویرایش. Whittles Publishing: Caithness، UK، 1996; صص 256-282. [ Google Scholar ]
- گرون، آ. رموندینو، اف. Zhang, L. مدلسازی سه بعدی و تجسم مکانهای میراث فرهنگی بزرگ با وضوح بسیار بالا: دره بامیان و بودای ایستاده آن. در مجموعه مقالات بیستمین کنگره ISPRS کمیسیون فنی پنجم، استانبول، ترکیه، 12 تا 23 ژوئیه 2004. Altan, O., Ed. جلد XXXV، قسمت B5. ص 603-608.
- بتمن، اف. هرد، بی. لومان، تی. اهم، جی. اندازهگیری سطح آزاد با توالیهای تصویری تحت بررسی اجسام مزاحم. در تکنیک های اندازه گیری سه بعدی نوری ; دانشگاه فنی وین: وین، اتریش، 2009; صص 51-61. [ Google Scholar ]
- کورنلیس، ن. لیبه، بی. کورنلیس، ک. ون گول، L. مدلسازی صحنه شهری سه بعدی با یکپارچه سازی تشخیص و بازسازی. بین المللی جی. کامپیوتر. Vis. 2008 ، 78 ، 121-141. [ Google Scholar ] [ CrossRef ]
- گونزالس-خورخه، اچ. ریویرو، بی. آرمستو، جی. آریاس، ص. مصنوع استاندارد برای تأیید هندسی سیستمهای اسکن لیزری زمینی. انتخاب کنید تکنولوژی لیزر 2011 ، 43 ، 1249-1256. [ Google Scholar ] [ CrossRef ]
- واجا، م. Hyyppä، J.; کوکو، ا. کارتینن، اچ. Hyyppä، H.; Alho, P. نقشه برداری تغییرات توپوگرافی و دقت ارتفاع با استفاده از اسکنر لیزری سیار. Remote Sens. 2011 , 3 , 587–600. [ Google Scholar ] [ CrossRef ]
- Arayici، Y. رویکردی برای مدلسازی دادههای دنیای واقعی با لیزر سهبعدی زمینی. خودکار ساخت و ساز 2007 ، 16 ، 816-829. [ Google Scholar ] [ CrossRef ]
- باکلی، اس جی. هاول، ج.ا. Enge، HD; Kurz، T. اسکن لیزری زمینی در زمین شناسی: ملاحظات اکتساب، پردازش و دقت. جی. جئول. Soc. 2008 ، 165 ، 625-638. [ Google Scholar ] [ CrossRef ]
- Pu, S. مدلسازی خودکار ساختمان از اسکن لیزری زمینی. در پیشرفت در سیستم های اطلاعات جغرافیایی سه بعدی ; Springer: برلین/هایدلبرگ، آلمان، 2008; صص 147-160. [ Google Scholar ]
- پو، اس. Vosselman، G. بازسازی مبتنی بر دانش مدلهای ساختمان از دادههای اسکن لیزری زمینی. ISPRS J. Photogramm. Remote Sens. 2009 ، 64 ، 575-584. [ Google Scholar ] [ CrossRef ]
- هایپا، جی. جااکولا، ا. هیپا، اچ. کارتینن، اچ. کوکو، ا. هولوپاینن، م. زو، ال. واستارانتا، م. کاسالاینن، اس. کروکس، آ. و همکاران به روز رسانی نقشه و تشخیص تغییر با استفاده از اسکن لیزری مبتنی بر خودرو. در مجموعه مقالات رویداد سنجش از دور شهری، 2009 مشترک، شانگهای، چین، 20-22 مه 2009.
- باربر، دی. میلز، جی. اسمیت-ویسی، اس. اعتبار سنجی هندسی یک سیستم اسکن لیزری متحرک زمینی. ISPRS J. Photogramm. Remote Sens. 2008 , 63 , 128-141. [ Google Scholar ] [ CrossRef ]
- پوئنته، آی. گونزالس-خورخه، اچ. ریویرو، بی. آریاس، ص. تأیید صحت سیستم نقشهبردار موبایلی Lynx. انتخاب کنید تکنولوژی لیزر 2013 ، 45 ، 578-586. [ Google Scholar ] [ CrossRef ]
- برالدین، ج.ا. پیکارد، ام. الحکیم، SF; گودین، جی. والزانو، وی. Bandiera، A. Latouche, C. مجازی سازی یک سرداب بیزانسی با ترکیب بافت های با وضوح بالا با داده های سه بعدی اسکنر لیزری. در مجموعه مقالات VSMM 2002، Gyeongju، کره، 25-27 سپتامبر 2002.
- وویگت، ا. مارتنز، ب. توسعه مدل های لمسی سه بعدی برای افراد نیمه بینا برای تسهیل جهت گیری فضایی. در مجموعه مقالات بیست و چهارمین کنفرانس eCAADe، Volos، یونان، 6-9 سپتامبر 2006.
- بالزانی، م. سانتوپوولی، ن. گریکو، آ. Zaltron، N. بررسی سه بعدی اسکنر لیزری در زمینه باستان شناسی: انجمن پمپئی. در مجموعه مقالات کنفرانس بین المللی باستان شناسی سنجش از دور، پکن، چین، 18 تا 21 اکتبر 2004.
- رزنیچک، جی. Pavelka، K. حفظ میراث فرهنگی با اسکنر همبستگی نوری. در مجموعه مقالات بیست و دومین سمپوزیوم CIPA، کیوتو، ژاپن، 11 تا 15 اکتبر 2009.
- سانسونی، جی. تربشی، م. Docchio, F. پیشرفته ترین و کاربردهای حسگرهای تصویربرداری سه بعدی در صنعت، میراث فرهنگی، پزشکی و تحقیقات جنایی. Sensors 2009 , 9 , 568-601. [ Google Scholar ] [ CrossRef ]
- شوارتزباخ، اف. سارجاکوسکی، تی. اوکسانن، جی. سارجاکوسکی، LT; Weckman، S. مدل های فیزیکی سه بعدی از داده های LIDAR به عنوان نقشه های لمسی برای افراد کم بینا. در True-3D در کارتوگرافی ; Springer: برلین/هایدلبرگ، آلمان، 2012; صص 169-183. [ Google Scholar ]
- Rase، W.-D. تجسم سطوح کارتوگرافی با استفاده از چاپ سه بعدی و حکاکی زیرسطحی. موجود به صورت آنلاین: http://www.bbsr.bund.de/cln_016/nn_340582/BBSR/DE/Raumbeobachtung/DE/Raumbeobachtug/Werkzeuge/Visualisierung/Veroeffentlichungen__Artikel/Veroeffentlichungen__Downloaded/Veroeffentlichungen.2/Veroeffentlichungen .
- والنتان، بی. برجلیه، ت. درستونسک، آی. Balic، J. راه حل های اساسی در ارزیابی پیچیدگی شکل داده های STL. جی. آچیف. ماتر Manuf. مهندس 2008 ، 26 ، 73-80. [ Google Scholar ]
- ZPrinter ® 450. موجود به صورت آنلاین: http://www.zcorp.com/en/Products/3D-Printers/ZPrinter-450/spage.aspx (در 3 دسامبر 2013 قابل دسترسی است).
- کوکو، ا. کارتینن، اچ. Hyyppä، J.; Chen, Y. اسکن لیزری موبایل چندپلتفرمی: قابلیت استفاده و عملکرد. Sensors 2012 , 12 , 11712–11733. [ Google Scholar ] [ CrossRef ]
© 2014 توسط نویسندگان; دارنده مجوز MDPI، بازل، سوئیس. این مقاله یک مقاله با دسترسی آزاد است که تحت شرایط و ضوابط مجوز Creative Commons Attribution (http://creativecommons.org/licenses/by/3.0/) توزیع شده است
بدون نظر